ALL PRODUCT

![]()

피복 용접봉
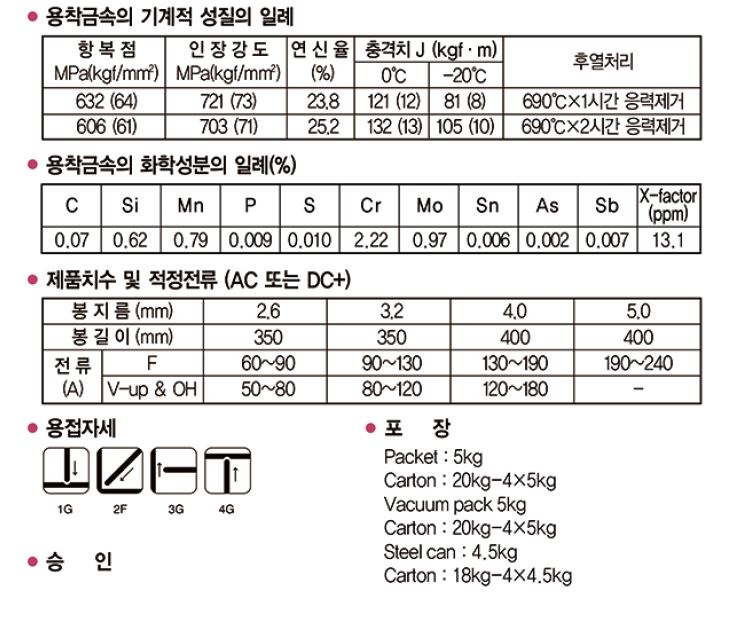
S-9018.B3R
-
작업상 주의
① 사용전 350~400℃에서 60분간 재건조하여 사용하십시오.
② 용접전 예열은 200~350℃, 후열처리는 670~730℃ 범위에서 시행하여 주십시오.
③ 용접시 스타트 (start)부 기공 방지를 위하여 사금법이나 후퇴법으로 운봉하여 주십시오.
④ 아크 길이는 가능한 한 짧게하여 주십시오. - 용도 ① 화력발전, 석유정제공업 및 고온합성화학공업기기용 2.25%Cr-1.0%Mo 강의 용접에 적합합니다.
-
특성
① 철분저수소계 용접봉으로 용착효율이 뛰어납니다.
② 용착금속이 2.25%Cr-1.0%Mo를 함유하는 Cr-Mo 강용 극저수소계 피복용접봉입니다.
③ 용착금속내 불순물 (P, Sn, As, Sb)이 제어되어 낮은 X-factor (15ppm이하) 값을 가집니다.
④ 저온 충격 인성치가 양호합니다.
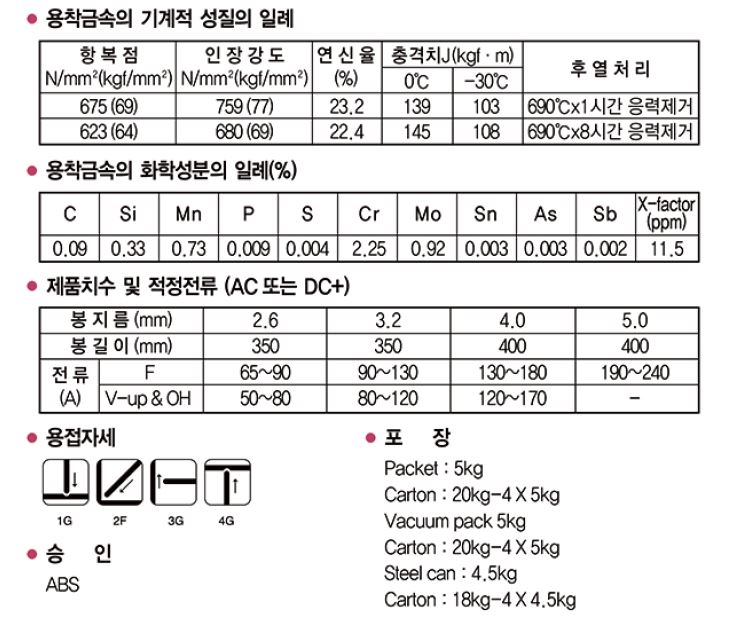
S-9016.B3R
-
작업상 주의
① 사용전 350~400℃에서 60분간 재건조하여 사용하십시오.
② 용접전 예열은 200~350℃, 후열처리는 670~730℃ 범위에서 시행하여 주십시오.
③ 용접시 스타트 (start)부 기공 방지를 위하여 사금법이나 후퇴법으로 운봉하여 주십시오.
④ 아크 길이는 가능한 한 짧게하여 주십시오. - 용도 ① 화력발전, 석유정제공업 및 고온합성화학공업기기용 2.25% Cr-1.0% Mo강의 용접에 적합합니다.
-
특성
① 저수소계 용접봉으로 전자세에서 우수한 용접성을 나타냅니다.
② 용착금속이 2.25% Cr-1.0%Mo를 함유하는 Cr-Mo강용 극저수소계 피복용접봉 입니다.
③ 용착금속내 불순물(P, Sn, As, Sb)이 제어되어 낮은 X-factor(15ppm이하)값을 가집니다.
④ 저온 충격 인성치가 양호합니다.
S-8018.B2R
S-8015.B6
저합금 내열강용 S-8015.B6
| Type | 저수소계 |
|---|---|
| Industry | 에너지 & 정유화학 플랜트 |
| JIS | |
|---|---|
| EN | ISO 3580-A - E CrMo5 B 1 2 |
| KS | |
| AWS | A5.5/ASME SFA5.5 E8015-B6 |
- 작업상 주의 .
- 용도 .
- 특성 .
S-8016.B6
S-8016.B2R
-
작업상 주의
① 사용전 350~400℃에서 60분간 재건조하여 사용하십시오.
② 용접전 예열은 150~300℃, 후열처리는 670~730℃ 범위에서 시행하여 주십시오.
③ 용접시 스타트(start)부 기공 방지를 위하여 사금법이나 후퇴법으로 운봉하여 주십시오.
④ 아크 길이는 가능한 짧게하여 주십시오. - 용도 ① 화력발전, 석유정제공업 및 고온합성화학공업기기용 1.25% Cr-0.5% Mo강의 용접에 적합합니다.ㅤ
-
특성
① 저수소계 용접봉으로 전자세에서 우수한 용접성을 나타냅니다.
② 용착금속이 1.25% Cr-0.5% Mo를 함유하는 Cr-Mo강용 극저수소계 피복용접봉 입니다.
③ 용착금속내 불순물(P, Sn, As, Sb)이 제어되어 낮은 X-factor(15ppm이하)값을 가집니다.
④ 저온 충격 인성치가 양호합니다.
S-8015.B8
S-9016.B9
S-9015.B9
-
작업상 주의
① 사용전 350~400℃에서 60분간 재건조하여 사용하십시오.
② 용접전 예열은 200~300℃, 후열처리는 750~770℃ 범위에서 시행하여 주십시오.
③ 용접시 스타트(start)부 기공 방지를 위하여 사금법이나 후퇴법으로 운봉하여 주십시오. - 용도 ① 9%Cr-1%Mo 강재 고온,고압 보일러 또는 석유정제 장치의 과열관 등 적용 개소 용접
-
특성
① 9%Cr-1%Mo계 내열강용 용접봉으로 전자세 용접작업성이 우수합니다.
② 극저수소계 피복용접용으로 내균열성 및 고온 크리프 저항성이 우수합니다.
③ 내열성 및 내부식성이 우수하고, 단층 또는 다층 용접이 가능합니다.
④ 극성은 DC+에 적합합니다.
S-8016.B5
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접 시공은 150~250℃로 예열, 620~680℃의 후열을 실시하여 주십시오. - 용도 ①고온 고압 보일러, 화학장치기구, 석유정제 공업에 사용되는 0.5% Cr - 1.0% Mo강의 용접
-
특성
① 용착금속이 0.5% Cr-1% Mo를 함유하는 저합금강용 저수소계 용접봉입니다.
② 피복제의 수소 함량이 적으므로 용착금속의 내균열성이 우수합니다.
S-9018.B3
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접시공은 200~350℃로 예열, 680~730℃의 후열이 필요합니다. - 용도 ① 석유정제, 석유화학, 화력발전장치 등에 사용되는 2.25% Cr-1% Mo강 용접
-
특성
① 용착금속이 2.25% Cr-1% Mo를 함유하는 저합금강용 철분저수소계 용접봉입니다.
② 철분저수소계 용접봉으로서 용착효율이 뛰어납니다.
S-9016.B3
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접시공은 200~350℃로 예열, 680~730℃의 후열이 필요합니다.
③ 기공발생을 방지하기 위하여 사금법(捨金法)이나 후퇴법 운봉을 하여 주십시오.
④ 아크 길이는 가능한 한 짧게 유지하십시오. - 용도 ① 석유정제, 석유화학, 화력발전장치 등에 사용되는 2.25% Cr-1% Mo강 용접
-
특성
① 용착금속이 2.25% Cr-1% Mo를 함유하는 저합금강용 저수소계 용접봉입니다.
② 작업성이 우수하므로 배관 용접에 적합합니다.
S-8018.B2
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 동안 재건조하여 주십시오.
② 용접시공은 150~300℃로 예열, 670~730℃의 후열이 필요합니다. -
용도
① 석유정제 및 화학 공업기기에 사용되는 1.25% Cr-0.5% Mo강의 용접, 고온·고압에서 사용
되는 Cr-Mo강의 용접 -
특성
① 철분저수소계 용접봉으로서 용착효율이 뛰어납니다.
② 용착금속이 1.25% Cr-0.5% Mo를 함유하는 Cr-Mo강용 철분저수소계 용접봉입니다.
S-8016.B2
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접시공은 150~300℃로 예열, 670~730℃의 후열을 행하여 주십시오. -
용도
① 화력발전, 석유정제공업의 장치, 보일러 가열관 등의 1.25% Cr-0.5% Mo강의 용접
② 고온·고압에서 사용되는 Cr-Mo강의 용접 -
특성
① 저수소계 용접봉으로 전자세에서 우수한 용접성을 나타냅니다.
② 1.25% Cr - 0.5% Mo강관이나 고탄소 Cr-Mo강 구조물에 적당합니다.
S-8016.B1
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접 시공은 150~250℃로 예열, 620~680℃의 후열을 하여 주십시오. - 용도 ① 배관용 강관, 열교환기용 강관, 0.5% Cr-0.5% Mo강의 용접
-
특성
① 저수소계 용접봉으로서 고온에 사용되는 0.5% Cr-0.5%Mo강의 용접에 적당합니다.
② 피복제의 수소의 함량이 적으므로 용착금속의 내균열성이 우수합니다.
S-7018.A1
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접시공은 100~250℃로 예열, 620~680℃의 후열이 필요합니다.
③ 기공발생을 방지하기 위하여 사금법이나 후퇴법 운봉을 하여 주십시오.
④ 아크 길이는 가능한한 짧게 유지하십시오. - 용도 ① 0.5% Mo강관, 고온고압 보일러, 화학공업, 석유정제공업 등 고온에 사용되는 장치의 용접, 저합금강, 고장력강의 용접
-
특성
① 철분저수소계로 피복제에 다량의 철분이 포함되어 있으므로 작업능률이 뛰어납니다.
② 보일러 또는 고온, 고압에 사용되는 0.5% Mo계 강재의 용접에 적합합니다.
S-7016.A1
-
작업상 주의
① 용접봉은 사용전에 350~400℃에서 1시간 재건조하여 주십시오.
② 용접시공은 100~200℃로 예열, 620~680℃의 후열이 필요합니다. - 용도 ① 0.5% Mo강, 고온고압 보일러, 화학공업, 석유정제공업 등 고온에 사용되는 장치의 용접
-
특성
① S-7016.A1은 0.5% Mo를 함유한 저수소계 용접봉입니다.
② 보일러 또는 고온 고압에 사용되는0.5% Mo강의 용접에 적합니다.
S-7010.A1
-
작업상 주의
① 용접봉은 사용전에 70~100℃에서 1시간 재건조하여 주십시오.
② 용접시공은 100~200℃로 예열, 620~680℃의 후열이 필요합니다. - 용도 ① 0.5% Mo강의 파이프, 건축용 박판 및 유류 공급 파이프 배관용접
-
특성
① S-7010.A1은 0.5% Mo를 함유한 고셀룰로우즈계 용접봉입니다.
② 0.5% Mo강의 파이프 및 일반 구조물의 용접에 적합합니다.
③ X-선 성능 및 기계적 성질이 우수합니다.